
Machine vision systems are advanced automated imaging and inspection technologies used across manufacturing, robotics and quality control to ensure accuracy and efficiency.

Vision sensors are extensively used for quality inspection in manufacturing processes. They can detect defects, measure dimensions, and verify the presence or absence of components, ensuring products meet quality standards.
Example: Detecting scratches or blemishes on smartphone screens during the production process.

Vision sensors are instrumental in performing color checks in various manufacturing and processing industries. They ensure products meet color standards and specifications.
Example: Verifying the color consistency of labels on product packaging to maintain brand identity and quality.
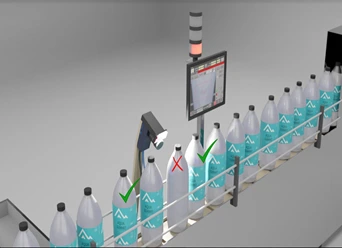
Vision sensors are utilized for precise presence and absence checks in manufacturing processes. They detect whether specific components or objects are present in a designated area.
Example: Verifying the presence of bottle labels and other crucial parts like bolts and connectors before proceeding with the next assembly step.

Vision sensors can read and verify barcodes, QR codes, and other types of codes printed on products or packaging. This is essential for tracking and tracing products through the supply chain.
Example: Reading barcodes on pharmaceutical packaging to ensure the correct medication is dispensed.

Vision sensors are used in robotic guidance systems to accurately position and align objects. They provide real-time feedback to robots, enabling precise movements and operations.
Example: Guiding robotic arms to pick and place components in automotive assembly lines.
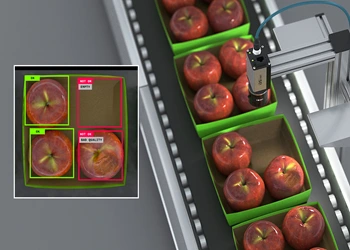
Vision sensors can sort and classify products based on color, size, shape, or other attributes. This is useful in various industries, including food and beverage, where products need to be sorted efficiently.
Example: Sorting fruits and vegetables based on size and color in food processing plants.
A Machine Vision System uses automated imaging algorithms to perform tasks such as component inspection, measurement, and code reading. These advanced systems provide critical data for maintaining rigorous quality control and sorting standards.
Stack Industry provides highly adaptable industrial vision cameras and sensing solutions designed for tough automation environments. Our systems offer reliable image processing to consistently meet your complex application needs, whether for sorting, color checking, or detailed defect analysis.
Machine vision systems are advanced automated imaging and inspection technologies used across manufacturing, robotics, and quality control to ensure accuracy, detect defects, and classify products efficiently.
Vision sensors are ideal for quality inspection, color checking, presence-absence detection, code reading, robotic guidance, and product sorting.
It ensures consistent product quality, optimizes the production speed, and significantly minimizes human error by providing real-time, automated analysis of items on the production line.
Explore related vision solutions or request a quote.