
Advanced machine vision systems are cutting-edge automated imaging and inspection technologies deployed across manufacturing, robotics, and quality control industries to ensure superior accuracy and operational efficiency. Our industrial-grade vision solutions enable real-time defect detection, dimensional measurement, and component verification to maintain stringent quality standards throughout your production process.
Discover how our advanced vision inspection systems transform manufacturing processes through intelligent automation and precision quality control:

Our advanced vision inspection systems are extensively deployed for automated quality inspection in manufacturing processes. The system can accurately detect defects, measure critical dimensions, and verify component presence or absence, ensuring all products meet rigorous quality standards.
Real-World Application: Detecting scratches, blemishes, surface defects, and dimensional inconsistencies on smartphone screens, LCD panels, and precision components during high-speed production.

Our sophisticated color detection vision sensors play a crucial role in maintaining color consistency across your manufacturing operations. The system ensures every product meets strict color specifications and brand standards, eliminating costly color-related rejections.
Real-World Application: Verifying label color consistency on product packaging, detecting color variations in pharmaceutical labels, and ensuring brand color compliance in food and beverage industries.
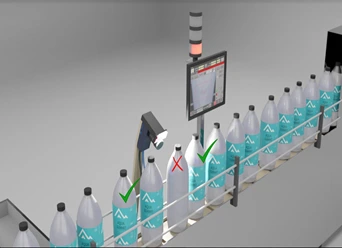
Our precision presence-absence detection systems are utilized for critical component verification in automated assembly processes. The vision sensor detects whether specific components or assemblies are present in the designated location, preventing defective products from proceeding to the next assembly step.
Real-World Application: Verifying the presence of bottle labels, safety seals, caps, bolts, connectors, and other crucial components before product packaging or next assembly step.

Our intelligent vision-based code reading systems accurately read and verify barcodes, QR codes, 2D codes, and other machine-readable codes printed on products or packaging. This technology is essential for real-time product identification, supply chain tracking, and compliance verification.
Real-World Application: Reading barcodes on pharmaceutical packaging for medication verification, QR code scanning for product authentication, and serialization tracking in high-volume manufacturing.

Our advanced robotic vision guidance systems enable precise component positioning and alignment in automated manufacturing environments. The vision sensor provides real-time feedback to robotic arms and equipment, enabling accurate movements and operations with sub-millimeter precision.
Real-World Application: Guiding robotic arms for pick-and-place operations in automotive assembly lines, enabling precise component insertion, welding guidance, and quality verification.
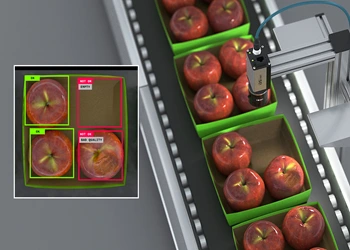
Our intelligent vision-based sorting systems can efficiently sort and classify products based on color, size, shape, weight, and other critical attributes. This technology dramatically improves productivity in processing industries requiring rapid, accurate product categorization.
Real-World Application: Sorting fruits and vegetables by size and color in food processing plants, classifying auto parts by type and dimension, and segregating defective products from quality items.